TECHNISCHE ÜBERSICHT PROZESS
Allgemeine Rahmenbedingungen:
|
Bearbeitungsgrößen: |
Großformat |
3.000 x 1.500 mm |
|
|
Mittelformat |
2.500 x 1.250 mm |
||
|
Max. Werkstückgewicht: |
3.000 Kilogramm |
||
|
Materialdicke: |
0,5 bis 200 mm |
||
|
Maschinengenauigkeit: |
bis 0,02 mm |
||
|
Schnittbreite (abrasiv): |
0,8 mm |
||
|
Schnittbreite (Reinwasser): |
0,1 mm |
||
|
Kleinster Loch-Ø: |
1 mm* |
||
|
Arbeitsdruck: |
3.800 bar |
||
|
Mehrlagiges Schneiden: |
möglich |
||
|
Gravieren: |
möglich |
||
*- abhängig von Werkstoff und Materialdicke |
Vergleich zu anderen Schneidmethoden
Hier eine Vergleichstabelle:
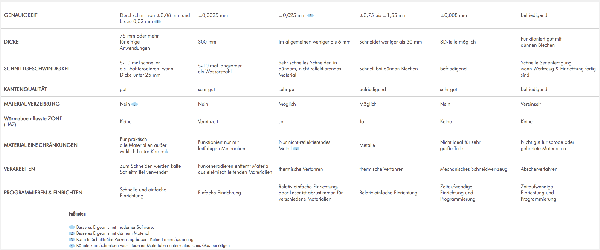
Qualität und Effizienz
Das Wasserstrahlschneiden ist ein kosteneffizientes Verfahren für das Fertigen von Prototypen und Kleinserien für ein fast unbegrenztes Materialspektrum. Es wird eine DXF-Datei des zu schneidenden Werkstücks importiert oder direkt mit der Schneidsoftware erstellt. Dann werden die Schneidqualitäten in der Kontur bestimmt. Damit werden die Schneidparameter (Vorschubgeschwindigkeit oder Druck) festgelegt. Das zu bearbeitende Material wird auf der Anlage positioniert und das Schneiden kann beginnen. So überzeugt das Schneiden mit Wasserstrahl mit besonders kurzen Programmier- und Einrichtzeiten. Je nach Bedarf wird mit einem reinen Hochdruckwasserstrahl oder mit Abrasiv geschnitten.
• Reinwasserschneiden: Es werden weiche Materialien (Schaumstoff, Dämmstoff, Gummi, Silikon, Silikonprofile) mit schnellem Vorschub geschnitten.
• Abrasives Wasserstrahlschneiden: Dem Wasserstrahl wird in einer Mischkammer im Schneidkopf ein scharfkantiger feiner Sand zugeführt. Aufgrund der hohen Strahlgeschwindigkeit entsteht im Schneidkopf ein Unterdruck, durch den das Abrasivmittel in die Mischkammer gesaugt und mit dem Wasser gemischt wird. Das Wasser-Abrasiv-Gemisch wird dann zu einem scharfen Schneidstrahl gebündelt, welcher die Mischeinheit mit ca. 330 Meter pro Sekunde verlässt und letztlich für die sauberen Schnittqualitäten bei hochfesten Werkstoffen verantwortlich ist.
Schwenkkopftechnik
Der Schwenkkopf (Tilt-A-Jet®) ist die Antwort auf der Suche nach noch präziseren Schnittergebnissen. Er eliminiert den typischen Schneidkonus beim Wasserstrahl-schneiden und ermöglicht exakt parallele Bearbeitung. Die gewaltige Energie des Wasserstrahls in Verbindung mit modernster Schwenkkopftechnik ermöglicht es, unterschiedlichste Materialien mit einer Genauigkeit von bis zu +/- 0,05 mm zu schneiden.
Materialauswahl
- Metalle (Bau-, Werkzeug- und Edelstahl, Aluminium, Kupfer, Messing und Titan)
- Keramische Werkstoffe und Glas
- Natursteine wie Marmor, Granit und Fliesen
- Faserverstärkte Kunststoffe (Carbon, Glasfaser-, Aramidfaser-Kunststoffe)
- Kunststoffe (PE, PVC, Polycarbonat)
- Hochleistungskunststoffe wie PEEK, PTFE, PA6GF30, PP, POM, PA
- Filz, Holz, Gummi
Material-Lagerliste
hier als PDF (448 KB)